- 1245
- 产品价格:面议
- 发货地址:陕西西安未央区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:103834364公司编号:14577465
- 刘先生 经理 微信 18629666389
- 进入店铺 在线留言 QQ咨询 在线询价
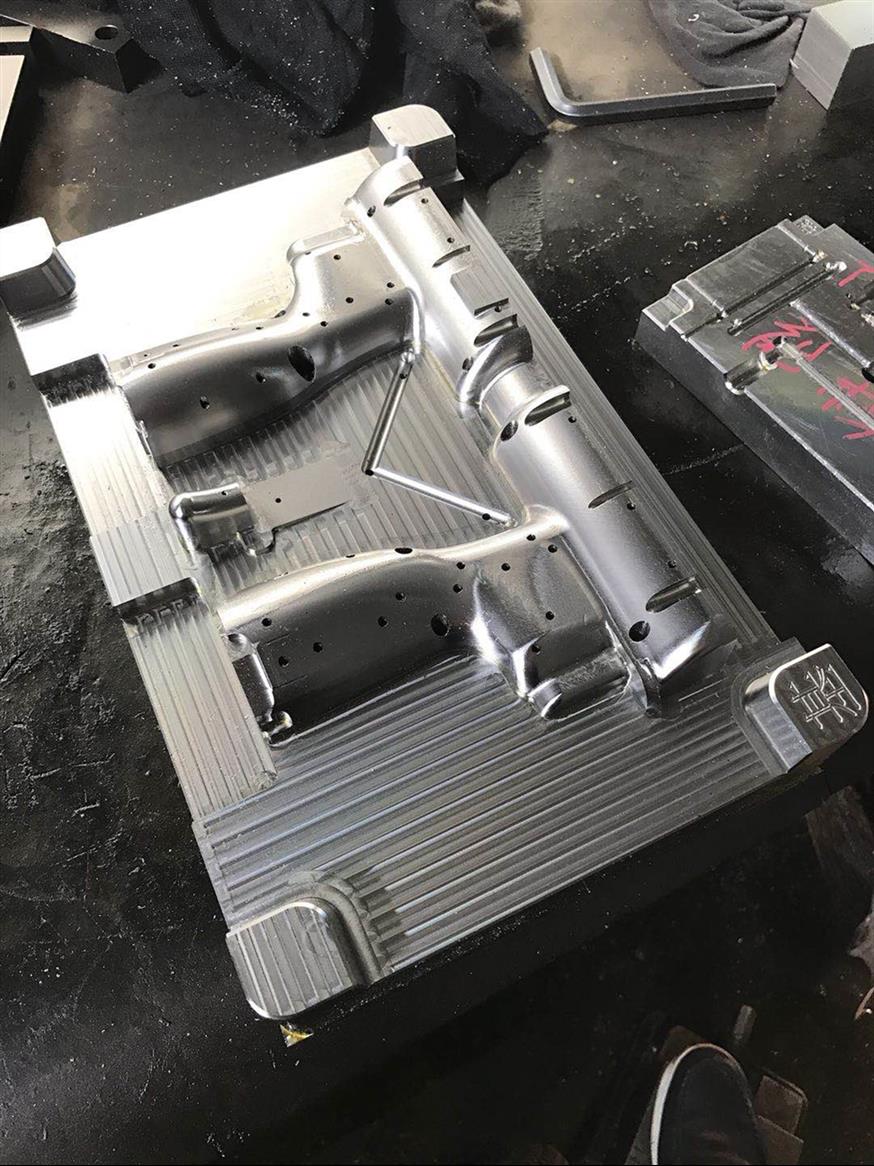
塑料模具加工厂 加工效率高性能稳定
- 相关产品:
塑料模具加工厂
新型合金压铸模具产品在我国销售良好,但这种现象并不代表着在全世界销售都很好,国外市场的需求往往与国内有着不同之处。据有关*表示,制约我国压铸模具外销的主要原因有三,,国内压铸模具在原材料的使用上仍有很多不足之处;*二,技术的落后也是我国压铸模具业发展的阻碍之一;*三,我国压铸模具业的配套体系也不完善。这些是制约我国压铸模具业发展的瓶颈所在,我国压铸模具业只有突破了这些瓶颈,在国际市场上的占有率将大有提高。
压铸与模具既有区别又有联系,压铸模具行业的诞生就是二者**的结合,换句话来说,压铸、模具、压铸模具是三个不同的行业,其关系主要以几个方式存在:压铸、模具一体化,模具全部自己制造,也很少给别的企业做模具;专业压铸模具制造,没有压铸;只有压铸,没有模具制造能力。随着产业分工的加剧,产业界限的逐渐模糊以及产业交叉的发展,三个行业之间应该加强联系,互相学习,将三种行业融为一体,以“一体化”的形式存在,相信后期我国的压铸模具产业将会迎来更多更大的发展机遇和空间。

冲压模:分为冲裁模、弯曲模、拉伸模、压缩模。加工金属板。
塑料模:分为压制成型模、注射成型模、挤出成型模、吹塑成型模、真空成型模。加工热固性塑料、热塑性塑料。
压铸模:压力铸造模。加工低熔点合金。
锻模:锻造成型模。加工金属。
粉末冶金模:压力成型模。加工金属粉末。
陶瓷模:压力成型模。加工陶瓷粉末。
橡胶模:分为压制成型模、注射成型模、挤出成型模。加工橡胶。
玻璃模:分为压模、吹模。加工玻璃。
铸造模:分为砂型模、壳型模、失蜡模、压力铸造模、金属型铸模。加工熔融合金。
1. 两板模 (2 **TE MOLD)
两板模又称单一分型面模,是注塑模中较简单的一种,它以分型面为界将整个模具分为两部分:
动模和定模.一部分型腔在动模;一部分型腔在定模.主流道在定模;分流道开设在分型面上.开模后,制品和流道留在动模,动模部分设有**出系统.
2. 三板模或细水口模 (3 **TE MOLD, PIN-POINT GATE MOLD)
有两个分型面将模具分成三部分,比两板模增加了浇口板,适用于制品的四周不准有浇口痕迹的场合,这种模具采用点浇口,所以叫 细水口模.这种模具结构相应复杂些.启动动力用山打螺丝或拉板.
3. 热流道模 (HOT RUNNER MANIFOLD)
借助加热装置使浇注系统中的塑料不会凝固,也不会随制品脱模,所以又称无流道模.
优点:
1) 无废料
2) 可降低注射压力,可以采用多腔模
3) 可缩短成型周期
4) 提高制品的质品
适合热流道模塑料的特点:
1) 塑料的熔融温度范围较宽,低温时,流动性好;高温时,具有较好的热稳定性.
2) 对压力敏感,不加压力不流动,但施加压力时即可流动.
3) 比热小,易熔融,又易冷却.
4) 导热性好,以便在模具中很快冷却.
可用热流道的塑料有: PE, PE, ABS, POM, PC, HIPS, PS












{kind=link}